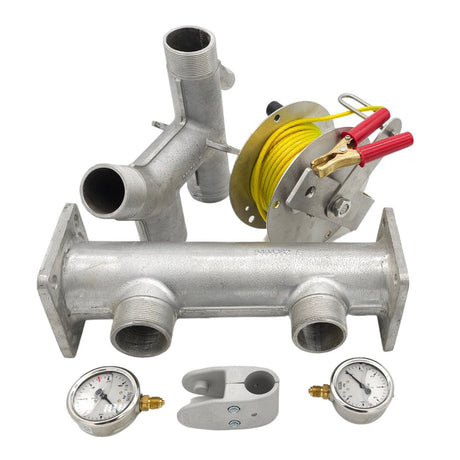
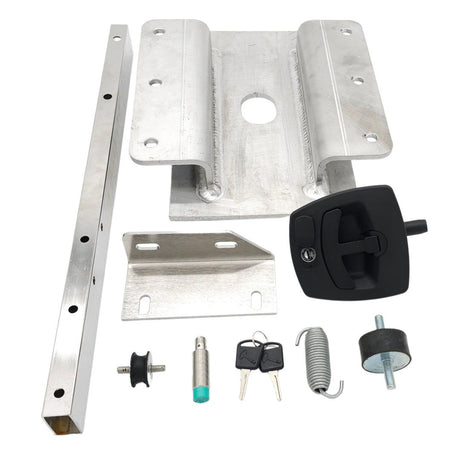
Vibrator Valve VT16
Contact
Contact
If you’d prefer to speak directly with an expert, our team is available to assist you by phone during business hours on 01406 362978.
Alternatively, you can email your enquiry to sales@jmlhenderson.co.uk and we’ll get back to you as promptly as possible.
Delivery
Delivery
We aim to dispatch all orders the same day, ensuring you receive your goods as quickly and efficiently as possible.
To provide reliable coverage, we use a trusted mix of Royal Mail, DPD, DX Freight and pallet network services, selecting the most suitable carrier based on order size, weight and delivery urgency.
We’re committed to reducing our environmental impact by using eco-friendly packaging solutions wherever possible, without compromising on protection or quality.
Domestic and international shipping options are available.
FAQ
FAQ
Our FAQ page covers common topics including ordering, delivery, returns, and product information. If you need further assistance, our team is always happy to help.
Description
Description
A vibrator valve is a specialised type of industrial valve that incorporates a vibration mechanism to facilitate the flow of materials through the valve. It is typically used in applications where the flow of material can be hindered by blockages, bridging, or clumping, such as in the handling of dry bulk solids, powders, or granular materials. The valve's integrated vibrator helps to break up agglomerates, prevent material build up, and promote smooth and consistent flow.
Key Features:
-
Integrated Vibrator: Equipped with an internal or external vibrator mechanism that generates vibrations to assist in the flow of material through the valve.
-
Material Flow Assistance: Helps to break up material clumps, prevent blockages, and reduce the risk of material bridging or arching within the valve or downstream equipment.
-
Versatility: Suitable for a wide range of dry bulk materials, including powders, granules, pellets, and aggregates, and can be used in various industries, such as food, pharmaceuticals, chemicals, and construction.
-
Durable Construction: Typically constructed from robust materials such as stainless steel or carbon steel, which are resistant to wear, corrosion, and abrasion, ensuring long-lasting performance.
-
Variable Frequency and Amplitude: The vibrator's frequency and amplitude can usually be adjusted to suit the specific material characteristics and flow requirements of the application.
-
Easy Maintenance: Designed for simple disassembly and reassembly, making it easy to clean, maintain, and replace components as needed.
-
Efficient Operation: Helps to optimize the flow of material through the valve, improving overall process efficiency and reducing the risk of downtime due to material blockages or flow disruptions.
-
Customizable Designs: Available in various sizes, configurations, and materials to accommodate specific application requirements and process conditions.
-
Safety Features: Often equipped with safety features such as overload protection, thermal protection, and dust-tight or explosion-proof designs to ensure safe operation in various environments.
-
Sealing Mechanisms: Typically includes sealing mechanisms such as O-rings, gaskets, or packing to prevent material leakage and contamination.
Vibrator valves are an essential component in many bulk material handling systems, providing a reliable and efficient solution for managing the flow of dry bulk solids and powders. By reducing the risk of blockages, clumping, and material buildup, vibrator valves help to improve process efficiency, reduce maintenance requirements, and enhance overall system performance.
Specifications
Specifications
-
ProductAeration Valves
-
TypeValves
Application
Application
Payment & Security
How to Order with JML Henderson Ltd
JML Henderson operates on a quotation-based ordering process to ensure every order is correctly specified and supplied.
Browse our website and submit a request for quotation for the products or hose assemblies you require. If you’re unsure what you need, our team is always happy to help, simply give us a call or send us an email.
Once your enquiry is received, our experienced team will review your requirements and provide a tailored quotation. When you’re happy to proceed, we’ll issue a proforma invoice for payment.
Payment can be made securely by bank transfer or card. As soon as payment is received, your order is released for immediate processing and dispatch.
Secure Payments
All payments are processed through secure payment systems. JML Henderson Ltd does not store or retain access to any card or payment details.

View our Catalogue